Los conectores de corte stud permiten ahorros de tiempo y costos en las obras, ya que permiten soldar entre 2 y 4 piezas por minuto, lo que se traduce en una mayor velocidad de instalación y en menores costos de mano de obra. Con este sistema se evitan procesos lentos y costosos como son cortar y la soldadura manual de ángulos.
EUROPER: Es una compañía Chilena, que a lo largo del tiempo ha sido líder en la industria de la soldadura de pernos auto-soldables, Representa en Chile a la marca Americana Keytone Fastening Technologies.. para venta de Maquinas soldadoras para Pernos Stud y para Pines por Descarga de Capacitor.
Contamos con Servicio técnico Autorizado y Soldadores altamente calificados y certificados. Debido a esto cada máquina se entrega con puesta en Marcha y capacitación en el uso y manejo.
Contamos con una vasta experiencia en la Instalación en Puentes a lo largo de Chile, soldando pernos Stud en los puentes de Teno, Tinguiririca, Cachapoal, el Viaducto San Felipe y también en placas colaborantes en grandes proyectos como el Data Center de Google, el Aeropuerto Nuevo Pudahuel, también en Helipuertos como el de la Clínica las Condes. Esto se debe a la gran experiencia y al constante esfuerzo en la innovación de productos de alta ingeniería, con el fin de satisfacer las exigentes demandas de las aplicaciones para una alta resistencia.
Los Pernos Stud es uno de los elementos de fijación más utilizados para la instalación de losas colaborantes, ampliamente utilizado en la industria de la construcción por ofrecer soluciones de fijación de alta resistencia que cumplen con los estándares de diseño más exigentes. Son pernos de sujeción soldables. Estas soluciones se pueden utilizar en aplicaciones que van desde puentes hasta edificios muy altos. Nuestros pernos soldados están certificados y cumplen con los estándares internacionales de la industria.
conector stud se hunde en el baño de soldadura con una cierta fuerza (< 100 N) y la fuente de corriente se apaga.
El proceso se usa típicamente para diámetros que van desde 12mm a 25 mm y tiempos de soldadura de 100 ms a 3000 ms. Habitualmente se realiza con cerámica, y solo en algunos casos, con gas. El espesor mínimo de la placa es 1/4 del diámetro de la junta soldada CF y 1/8 del diámetro de la junta soldada SG, pero no menos de 1mm.



La soldadura de conector stud consiste en unir una pieza de metal (generalmente en forma de varilla) a un soporte de metal. Se utiliza principalmente para la construcción de puentes (especialmente estructuras híbridas), estructuras de acero, fachadas de muros y equipos industriales. En la soldadura de conectores stud, se activa brevemente un arco electrico entre el extremo del conector a soldar y la pieza de trabajo: las dos partes comienzan a fundirse y finalmente se unen.
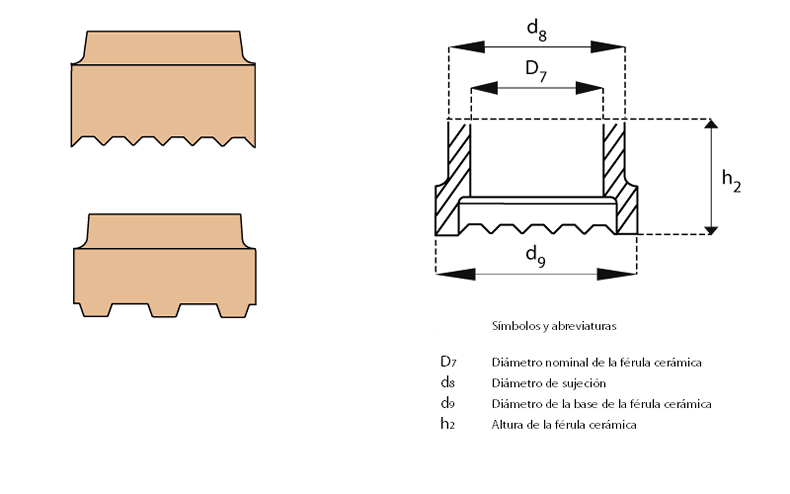
Para una correcta soldadura se utiliza el método de soldadura por arco de fusión, (electrofusion) que se puede realizar de forma mecánica o automática. Las diferentes etapas de soldadura se muestran en las Figuras 8 y 9. El conector se inserta en su soporte y se ajusta mediante una férula de cerámica que captura y da forma al cordón de soldadura, que luego se aplica a la pieza de trabajo. Al comienzo del proceso, se levanta el conector y se establece un arco entre el extremo del conector y la pieza de trabajo, lo que hace que el extremo del conector y el sustrato se fusionen. Una vez que finaliza el tiempo de soldadura, el conector stud se funde en el baño de soldadura con una cierta fuerza aproximada de (< 100 N) y la fuente de corriente se apaga.
El proceso se usa típicamente para diámetros que van desde 12mm a 25 mm y tiempos de soldadura de 100 ms a 3000 ms. Habitualmente se realiza con cerámica, y solo en algunos casos, con gas. El espesor mínimo de la placa es 1/4 del diámetro de la junta soldada CF y 1/8 del diámetro de la junta soldada SG, pero no menos de 1mm. (revisa nuestra informacion tecnica conector stud)

Para que el proceso de soldadura de los pernos conectores stud sea bueno, los bordes superiores de todas las vigas o losas deben estar libres de pintura, óxido excesivo o escamas del proceso de fabricación, suciedad o tierra, humedad y otros materiales no relacionados con el producto. Estas sustancias son contaminantes en cualquier proceso de soldadura, especialmente en la soldadura por electrofusion, debido a la corta duración del ciclo de soldadura.
Es siempre recomendable que la masa esté fijada a un punto de la viga que haya sido limpiado al efecto. Una pobre o inadecuada conexión de masa puede tener como resultado pérdida de corriente de soldeo y, por tanto, afectar a la calidad de la soldadura.
Consultar el manual de la máquina o bien al fabricante acerca de los requisitos recomendados y potencia antes de conectar la fuente de energía eléctrica. Esto incluye la selección del atomatico adecuado minimo 100 amp , el tamaño del cable principal y la longitud correcta. Una inadecuada entrada de corriente, o bién un incorrecto tamaño o longitud de cable puede contribuir a una reducción del flujo eléctrico necesario para la soldadura
Resulta esencial utilizar la corriente adecuada de soldadura en cada aplicación. Los niveles nominales se encuentran especificados más abajo y son referenciales de acuerdo a las condiciones. Cuando se usa una excesiva longitud de cable, el resultado será una reducción en la corriente en la soldadura. Esto puede contribuir a soldar de forma irregular o incluso a soldar fallidamente. Usar siempre cables 4.0 en el circuito de soldadura cuando se requiera una excesiva longitud. La cantidad total de cable depende de la fuente de energía utilizada.

Los ajustes de la soldadura no pueden ser dados con exactitud, al no existir dos obras o situaciones idénticas. Los ajustes reales dependerán de las condiciones del lugar de los trabajos. La elevación de la pistola debería medirse con un perno de la medida a utilizar y su correspondiente férula cerámica, probando la pistola como si soldase, usando para ello una pieza de material aislante, tal como un taco de madera. La corriente de la soldadura para medidas desde 7/8” a 1” debería controlarse mediante un amperímetro y ser comprobada periódicamente debido al calentamiento del cable que puede causar una reducción en la corriente de la soldadura.
Como mínimo, deberían doblarse dos o tres pernos en cualquier sentido hasta darles un ángulo de 30° desde la posición del perno, con un martillo o bien doblarlos con un tubo. Si ocurriese algún fallo, deberán reajustarse los parámetros y repetir la prueba. Una vez comprobada la calidad de la soldadura, podrá iniciarse la producción. Es conveniente hacer pruebas a dos pernos cada 1/2 hora para asegurar la correcta soldadura. Esto puede ser efectuado doblando varios pernos hasta un ángulo de 30º desde la posición del perno soldado. Si no hubiese fallo, los pernos deberán considerarse aceptables. No es preciso enderezar un perno que está doblado. Las pruebas deberían ser realizadas y verificadas al final de cada día, después de cada turno de operario, o si las condiciones de soldadura fuesen alteradas en cualquier medida.
En la inspección visual debería observarse un cordón completo, de 360°, aunque no necesariamente a la misma altura alrededor de la circunferencia del perno. Un corte por debajo en el cordón será causa de rechazo. Si el corte es algo menor de 360°, completar el cordón mediante soldadura manual. Los pernos deberían entonces ser testados doblando 30º desde su eje original, golpeando con un martillo o colocando un tubo sobre el perno y doblándolo, manual o mecánicamente. Si no ocurriese fallo, la soldadura debería considerarse apta, pero si la soldadura falla, los pernos tienen que ser reemplazados
El soplo magnético del arco es proporcional a la intensidad de la corriente y se puede remediar ajustando las pinzas que van a tierra de forma simétrica, en el caso de la pistola manual se puede ajustar el perno en la boquilla haciendo pivotar este sobre una superficie plana. El soplo magnético impulsa la fusión en un solo lado y puede acentuar las sopladuras en los materiales soldados

Los conectores de corte tipo Nelson Stud son elementos de acero que tienen como función primordial tomar los esfuerzos de corte que se generan en la sección compuesta (acero/concreto) controlando y reduciendo las deformaciones.
El conector de corte tipo Nelson Stud tiene la forma de un perno con cabeza cilíndrica, no posee hilos (roscas) y es soldado a el ala superior de la viga soporte a ciertos intervalos, quedando embebidos dentro de la losa. Estos conectores están sujetos a corte en la interfase concreto/acero.
La losa transfiere las cargas de gravedad por una interacción de fuerzas de compresión sobre la viga en la cual se apoya. Además, en la parte de contacto de la losa se producen fuerzas de corte a lo largo de su longitud. (revisa nuestra informacion tecnica conector stud)